
Ak patríte k domácim majstrom, určite ste sa už niekedy stretli so situáciou – potrebujem vyvŕtať dieru, vrták nevŕta a čo teraz? Najjednoduchším riešením je samozrejme skúsiť druhý, ostrejší vrták. Niekedy však iný k dispozícii jednoducho nie je, a tak jediným riešením je nabrúsenie toho, ktorý máme. V tomto článku sa pokúsim popísať možnosti brúsenia vrtákov v domácich podmienkach. Skôr ako však začneme brúsiť, je potrebné sa zorientovať v niektorých oblastiach, ktoré popíšem ako prvé.
Geometria vrtáku
Geometria vrtáku hovorí o tom, ako má vrták vyzerať. Musíme sa teda najprv naučiť, čo chceme dosiahnuť. Vrták sa totiž inak brúsi do mäkkých (plast, drevo) a tvrdých materiálov (meď, oceľ, tvrdené kovy) a inak do tenkých (plech) a hrubých materiálov. Podľa zamýšľaného účelu musíme teda nastaviť či už špecializovanú brúsku, prípravok alebo tvarovať vrták z ruky.
Časti vrtáku
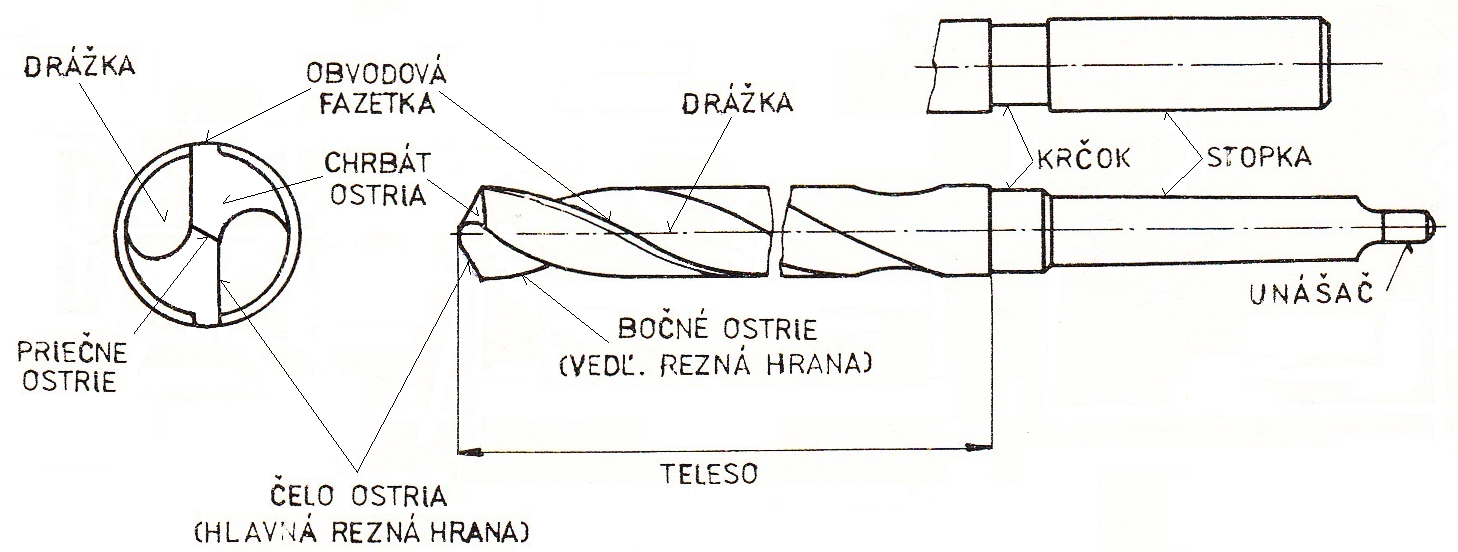
Aby sme sa mohli baviť o geometrii vrtáku, potrebujeme najskôr poznať názvoslovie jednotlivých častí vrtáku:
- stopka – je valcovitá (pri vrtákoch do priemeru 20 mm) alebo kužeľovitá časť vrtáku, slúži na upnutie vrtáku do vretena,
- unášač – ukončuje stopku, zapadá do otvoru vretena, slúži hlavne ako oporná časť vrtáku pri jeho vyrážaní z vretena,
- teleso – pracovná časť vrtáku, na ktorej rozlišujeme:
- priečne ostrie – špička vrtáku, zakončuje jadro vrtáku,
- čelo ostria – je hlavná rezná hrana, ktorá odoberá materiál a vytvára dieru,
- chrbát ostria – zvažujúca sa časť od čela ostria, ovplyvňuje ako veľmi je vrták „hladný“,
- bočné ostrie – je vedľajšia rezná hrana, ktorá vytvára nominálny priemer diery,
- obvodovú fazetku – tiahne sa špirálou vrtáku, zosiluje bočné ostrie,
- drážku – vynáša odvŕtaný materiál (tzv. šponu) von z diery.
Základné parametre vrtákov
Schopnosť vrtáku dobre odoberať materiál ovplyvňujú nasledujúce parametre:
- vrcholový uhol:
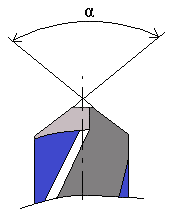
- vo všeobecnosti platí, čím mäkší materiál, tým ostrejší uhol, pri vŕtaní do plechov, plastov a pod. brúsime vrcholový uhol aspoň na 60° alebo ostrejší,
- pri bežnej oceli je uhol α = 120°,
- uhol podbrusu (chrbátu ostria):
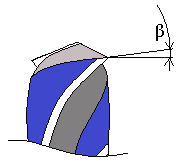
- dôležité je, aby sa chrbát ostria zvažoval od ostria smerom dole (pri pohľade na vrták špičkou hore), t.j. chrbát musí byť nižšie ako ostrie:
- v opačnom prípade by chrbát ostria drel o dno diery a ostrie by bolo vo vdzuchu a nezaberalo by do materiálu:
- pri bežnej oceli je uhol β = 10°,
- príliš ostrý podbrus (rýchle zvažovanie chrbta) spôsobuje:
- nepekné diery (hranaté),
- drnčanie vrtáku,
- rýchle otupenie alebo ulomenie ostria,
- snahu vrtáku „zašróbovať sa“ do dielca a vytrhnúť ho z ruky alebo zveráku (hlavne pri tenkých a mäkkých materiáloch ako drevo alebo plast),
- dôležité je, aby sa chrbát ostria zvažoval od ostria smerom dole (pri pohľade na vrták špičkou hore), t.j. chrbát musí byť nižšie ako ostrie:
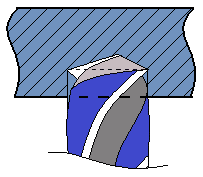
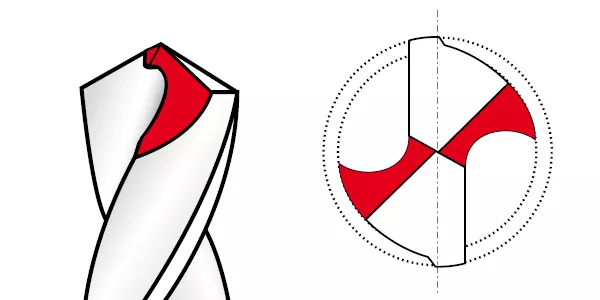
- dĺžka priečneho ostria:
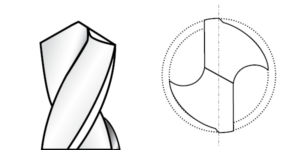
- priečne ostrie materiál neorezáva, ale ho len „rozhŕňa“,
- čím je priečne ostrie dlhšie, tým ťažie vŕtanie ide (to je dôvod prečo sa často diera predvŕtava menšími vrtákmi),
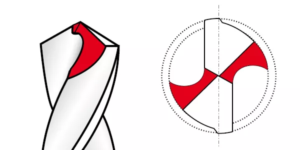
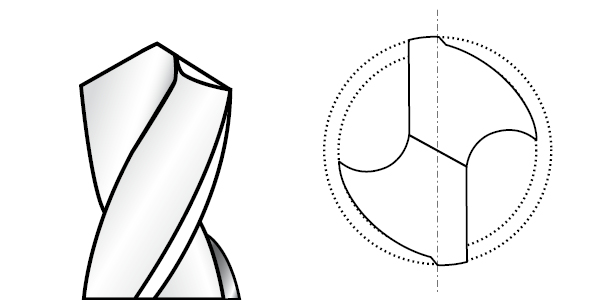
- skrátenie priečneho ostria (bežne u vrtákov s ⌀ od 10 mm) vŕtanie výrazne uľahčuje,
- zábrusy (vyznačené červenou) slúžia na zúženie priečneho ostria.
Brúsenie vrtákov
Brúsenie na kotúčovej brúske

Bezpečnosť pri práci
Pri práci s kotúčovou brúskou je potrebné dodržovať isté bezpečnostné pravidlá:
- nepracujte v rukaviciach – rotujúci kotúč by ich mohol zachytiť a spôsobiť vám zranenie,
- majte priliehavé oblečenie – dôvod je rovnaký ako v predošlom bode (žiadne voľné svetre, plandajúce monterky atď.),
- osvetlenie žiarovkou nie žiarivkou – kvôli stroboskopickému efektu:
- je to jav, pri ktorom rotujúci kotúč vyzerá ako by stál, jeho pohyb prezrádza len zvuk,
- spôsobuje ho rýchle blikanie žiarivky, ktoré je závisle na frekvencii siete (50 Hz), rovnako ako sú od tejto frekvencie závisle otáčky elektromotoru,
- žiarovka má oproti žiarivke výhodu, že má žhavé vlákno, ktorému trvá istý čas, kým zhasne, teda pri frekvencii 50 Hz nebliká.
Príprava brúsky
Skôr ako sa pustíte do samotného brúsenia, je potrebné aby bola brúska správne pripravená:
- smer točenia:
- pri priložení materiálu musia iskry odletovať smerom k zemi, aby vám nelietali do očí,
- ďalším dôvodom je, že pri brúsení chceme vidieť hranu čela ostria a zároveň chceme, aby brúska ostrie nevyťahovala von, ale tlačila ho dnu do materiálu,
- zrnitosť kotúča:
- bežné HSS vrtáky nahrubo brúsime (tzv. vyhrubovanie) na korundových kotúčoch (bielych) so zrnitosťou asi 220 – 300,
- ďalej vrtáky vyhlaďujeme na jemnejších (napr. karborundových) kotúčoch so zrnitosťou 600 a viac,
- ak by sme sa snažili brúsiť nahrubo na jemných kotúčoch, materiál vrtáku by sa mohol spáliť (typicky pri tom zmení farbu do fialova),
- vo všeobecnosti platí, čím menší vrták, tým na jemnejšom kotúči hrubujeme, aj hladíme (vyššie uvedené zrnitosti sú len orientačné),
- spekané karbidy je najlepšie brúsiť na diamantových kotúčoch,
- medzera medzi kotúčom a oporou:
- mala by byť minimálna, aby sa nestalo, že brúsený materiál vtiahne do tejto medzery a následne sa v nej sprieči,
- orovnanie a vycentrovanie kotúča:
- každý brúsny kotúč je potrebné udržovať „ostrý“ a čistý, čo sa robí tzv. orovnávaním pomocou orovnávacieho diamantu alebo trubičky s diamantovou zmesou (pozri Orovnání kotouče),
- kotúč musí byť vycentrovaný, nesmie hádzať, lebo na takom kotúči vrták nenaostríte.
Brúsenie z ruky
Výhody:
- dokážte nabrúsiť vrtáky takmer ľubovoľného priemeru (aj 40 mm), v závislosti na veľkosti brúsky,
- nepotrebujete žiadne ďalšie špeciálne príslušenstvo,
- brúsenie je pomerne rýchle, nepotrebujete nič nastavovať.
Nevýhody:
- vyžaduje cvik, uvádza sa, že v priemere 6 až 8 hodín (nie nutne v kuse, ale ani nie s odstupom niekoľkých týždňov),
- vyžaduje dobrú znalosť geometrie vrtákov,
- pokiaľ nemáte pohyb vrtáku po brúsnom kotúči dobre zažiťý, môžete ho po dlhšom čase stratiť.
Postup nácviku:
- najideálnejšie je mať pri sebe niekoho, kto brúsenie vrtákov ovláda a môže vám základy ukázať, v opačnom prípade to skúste podľa nasledujúceho postupu,
- potrebujete nejaké vrtáky na nácvik, najlepšie rôznych priemerov, na začiatok ideálne 8 až 10 mm, neskôr 4 až 13 mm, najhoršie sa brúsia veľké priemery (nad 20 mm),
- na vypnutej brúske si vyskúšajte s novým vrtákom, ako ho priložiť ku kotúču a ako s nim pohybovať, aby ste kopírovali jeho povrch, keď si to nacvičíte, skúste to s tupým vrtákom na zapnutej brúske,
- na začiatok sa nemusíte trápiť s presnými uhlami, neskôr môžete pri vrtákoch do ocele skontrolovať vrcholový uhol pomocou dvoch matíc,

- ak sa vrták pri brúsení páli (mení farbu do fialova), máte asi príliš jemný kotúč, vymeňte ho za hrubší alebo vrták priebežne chlaďte v chladiacom médiu (stačí voda),
- vrták ostríme tak, že s ním v prstoch pootáčame a súčasne ho asi jeden až dva centimetre akoby priblížte k ose rotujúceho kotúča: Ручная заточка спиральных сверл, ч. 1,
- vrták musíte brúsiť rovnomerne, obe čelá ostria musia mať rovnakú dĺžku a s osou vrtáku musia zvierať rovnaký uhol,
- na získanie spätnej väzby si zoberte kus silnejšieho železa, na ktorom si to môžete vrták po nabrúsení hneď vyskúšať, pokiaľ vrták pôjde do materiálu ľahko a od oboch ostrí pôjdu rovnomerné špony, vrták ste nabrúsili dobre,

- to o koľko vrták priblížite k ose brúsky pri brúsení a pootáčaní, určuje jeho podbrus, ten by mal byť viditeľný okom (vrták nesmie byť nabrúsený do kužeľa, potom by nevŕtal), ak treba vŕtať do plechu, tak by mal byť podbrus malý, skoro žiadny, aby vrták nevŕtal hranatý otvor,
- malé vrtáky s priemerom 2 mm a menej sa už nesnažíme brúsiť kolísavým spôsobom, ale len šikmo, akoby predĺžená fazetka až po koniec chrbáta.


Skrátenie priečneho ostria:
- robí sa na vrtákoch s priemerom nad 10 mm:
Ручная заточка спиральных сверл, ч. 3 - zábrusy (vyznačené červenou) slúžia na zúženie priečneho ostria, musíme ich robiť na ostrej hrane brúsneho kotúča a priložiť vrták pod správnym uhlom, aby sme si neurobili na čele ostria pri špičke negatívny uhol.
Brúsenie vrtkáku na zrážanie hrán dier:
- v tomto prípade sa vrcholový uhol brúsi na 90°,
- najdôležitejšie je trafiť uhol podbrusu na konkrétny materiál,
- ak je podbrus príliš ostrý, hrany nie sú hladké, ale hranaté,
- ak je podbrus príliš tupý, vrták vyhŕňa materiál von, lebo ho vytláča negatívny chrbát ostria,
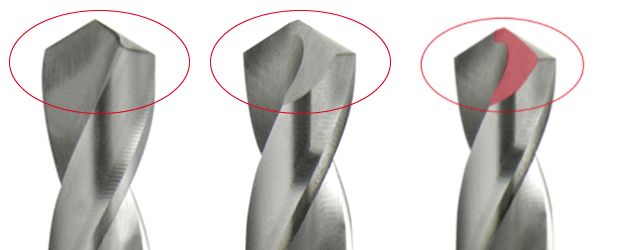
Brúsenie fazetky na vrtáku:

- fazetku zvyčajne brúsime na vrtákoch, s ktorými chceme vŕtať do tvrdších materiálov, pretože tupší uhol fazetky je mechanicky odolnejší, vďaka tomu, že je masívnejší, za fazetkou sa už chrbát zvažuje v ostrejšom ako zvyčajne: How to Sharpen a Drill Bit Quickly and Easily,
- fazetku nabrúsime tak, že ostrie brúsime pod určitým uhlom len rovno, bez kolísavého pohybu, tento uhol býva tupší ako zvykne byť uhol podbrusu, ale vždy ostrejší ako 90°,
- zatiaľ, čo pri normálnom brúsení sa chrbát zvažuje tangenciálne už od ostria, tu sa začína zvažovať až za fazetkou ale o to ostrejšie,
- fazetku necháme širokú asi ako je obvodová fazetka,
- ak máme možnosť fazetky nabrúsiť v dobrom prípravku, kde sa zabrúsi najprv jedna strana, po pootočení o 180° zasa druhá strana, máme špičku presne v strede a zbytok chrbáta dobrúsime už v ruke, je to najrýchlejší a najpohodlnejší spôsob.
Brúsenie s prípravkom

- prípravky nám dokážu uľahčiť pohyb vrtáku, ktorý vedú presnejšie ako voľná ruka, avšak na vhodné nastavenie prípravku je taktiež potrebné ovládať geometriu vrtáka,
- medzi najefektívnejšie prípravky patri kolísky, ktoré sa predávajú aj originálne ako príslušenstvo ku kotúčovým brúskam.
Brúsenie na špecializovanej brúske
Ak si netrúfate nabrúsiť vrták na kotúčovej brúske alebo sa vám to nedarí v požadovanej kvalite, možno bude lepším riešením špecializovaná brúska. Na trhu je dostupných viacero variantov:
- nadstavec na vŕtačku:

- obľúbený produkt v hobby marketoch, lacný a hlavne úplne k ničomu,
- zo začiatku vrták v obmedzenej miere naostrí, ale po pár ostreniach sa kotúč zanesie a je potrebné prilačiť,
- pritlačením sa do kotúča spraví drážka podľa najčastejšie ostreného vrtáku a ďalšie vrtáky už nebudú mať správnu geometriu, a teda nebudú dobre vŕtať,
- samostatné brúsky typu GÜDE GBS 80, Drill Doctor 500 a podobné:


- brúsia vrták diamantovým kotúčom, ktorý ma dlhú životnosť,
- vrták je upnutý v plastovom prípravku, ktorý ho vedie tak, aby bolo brúsenie dokonale súmerné a pod správnym uhlom,
- umožňujú nastaviť vrcholový uhol a skracovať priečne ostrie,
- nevýhodou je pomerne vysoká cena (cca 50 až 150 €) + pozor ak objednávate z USA budete potrebovať menič napätia zo 110 V (cca 30 €),
- veľkosť vrtákov, ktoré sa dajú brúsiť je obmedzená (typicky od 3 mm do 13 mm alebo viac, záleží na konkrétnom modeli).



Vŕtanie
Mazanie vrtáku:
- vrták je dobré pri vŕtaní mazať – väčšinou stačí špičku vrtáku namočiť do rezného oleju (v núdzi do akéhokoľvek oleju):
- robí vŕtanie ľahším (v porovnaní s vŕtaním nasucho),
- vrták si podstatne dlhšie udrží ostrie.
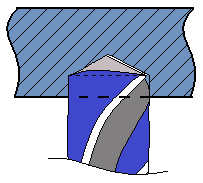
Vŕtanie do plechu – pri vŕtaní do plechu sa často stáva, že diera nemá tvar kruhu, ale trojuholníku, existuje na to trik:
- vezmite kus obyčajnej bavlnenej látky, dvakrát ju preložte na veľkosť 2 x 2 cm a cez ňu vŕtajte dieru do plechu.
Výborný článok
chválim autora za perfektný článok – veľmi mi pomohol.
Parádny popis.Dik
Naozaj vie čo píše. Asi už videl vrták aj ostrenie vrtáka zblízka. Má pravdu že brúsne nástavce sú úplne na nič. Najlepší prípravok a aj najlacnejší je sa naučiť ručne brúsiť. Chce to iba skúsenosti a je stále po ruke.